
耐火浇注料施工方案及技术要求-pg电子试玩平台
随着全国水泥熟料生产线的不断增加,对耐火浇注料的施工及使用要求越来越高。为更好的使用耐火浇注料,降低浇注料的消耗,郑州荣盛耐材结合多年对浇注料的施工及对浇注料的研究,总结、摸索出了一套浇注料施工方案,现按施工流程分别予以简述。
一、施工方案:
1.浇注料应存放在有顶盖的库房内,不得淋雨、受潮,保质期为五个月。
2.浇注料施工前,应检查锚固钉是否焊牢。锚固钉材质1gr18ni9ti,窑口和喷煤管等高温区为0gr25ni20 。锚固钉采用“y”型或“v”型,直径为8~16mm,锚固钉布置成梅花状,锚固钉间距为180~200mm(通常根据衬里厚度确定)。锚固钉下端应做成l型,长度不小于25mm,锚固钉在焊接时要求两侧满焊,焊接牢固。
3.锚固钉表面以及埋在浇注料内的金属构件应涂以沥青漆,头部应套塑料帽,以缓冲受热后的膨胀应力。
4.在施工浇注料时膨胀缝留设应严格按照规范控制,按照膨胀缝系数规定。在与浇注料接触的砖面用油毡纸或岩棉留设膨胀缝。
5.支模施工时所用的模板应做防水处理。模板表面应光滑,为防止粘模,模板安装前应将其表面用适量机油均匀涂擦,以不流淌为宜。模板接缝处应对齐封严,以防止衬里出现阶梯和漏浆。
6.施工场地要求清洁,不得有泥沙、石灰、硅酸盐水泥等其他杂物混入浇注料中,并要求与浇注料接触的所有工具和设备不得粘有上述物质。
7.在施工时,应采用强制搅拌机搅料,不可采用人工铁锹搅拌。严禁不同牌号的浇注料混合使用。
8.使用时将整袋内的物料(包括大袋骨料和小袋粉料)全部倒入搅拌机内,不能有剩留,也不能取出部分使用。
9.适宜的施工环境温度为10度~30度。夏季施工时,严禁将浇注料置于露天爆晒,应放在阴凉处,施工部位应作遮阳处理,拌合水温不高于20度;冬季施工时,当环境温度低于5度时,应采用温水(40度~60度)搅拌,施工后,采取适当的保温措施,保持环境温度在5度以上,并且脱模时间不少于48h。当施工环境温度低于-5度时,严禁施工。
10.搅拌时先干拌均匀后再加水,施工所用的水应是新鲜、干净的饮用水,其ph值应控制在7~7.5之间。
11.加水应按照不同产品加水量进行加水,不能超过加水量的大限量。
12.加水后搅拌时间2~3分钟,应搅拌均匀,不得有干料夹带和结团现象。拌好的料在30分钟内用完,凝结后的料块不能再加水搅拌使用,应扔掉。
13.模板内一次装料高度不得超过300mm。料装入模板后应均匀摊开,振捣棒应直插、快插慢拔,插入深度至下一层衬里100mm,以保证上下层衬里衔接,插棒间距150~200mm,每次振捣时间以材料表面返浆为宜。(一般20~40秒)
14.浇注完毕24小时后脱模,脱模后自然养护24小时。
二、分部施工方案:
(一)、预热器施工方案:
1.在预热器施工时有部分地方的浇注料与耐火砖砖面接触的地方应留设膨胀缝,采用油毡纸或岩棉膨胀缝填充。
2.在施工预热器顶部时,一般施工是锚固件焊接在顶部钢板下表面,由下方支模、并在顶部钢板上割孔(一平方米2个),振动棒由孔插入进行振动密实。所以在进行施工时应注意:a.振动棒由孔插入进行振动时,当振动间距过大、不易操作时,应尽量振匀,特别是在新老浇注料结合部,不要出现孔洞;b操作者在施工时,不要将浇注料里的膨胀缝振捣歪斜,失去其应有作用;c浇注料由孔倒入速度较慢,在搅拌浇注料时不易很稠,如若很稠将直接影响使用效果。
3.在施工预热器上的下料管时应采用支模浇注,有弯管时可以采用手打施工,在手打施工时搅拌的浇注料加水不易过多搅拌均匀即可,在施工时也应用振捣棒振捣密实,保证浇注料里气泡振出,可采用分成四瓣进行施工。
4.预热器拱顶及分解炉上部弯管等筑浇注料的部位需要开通气孔,开孔位置定在原来浇注料施工时浇注孔位置。
(二)、窑头罩施工方案:
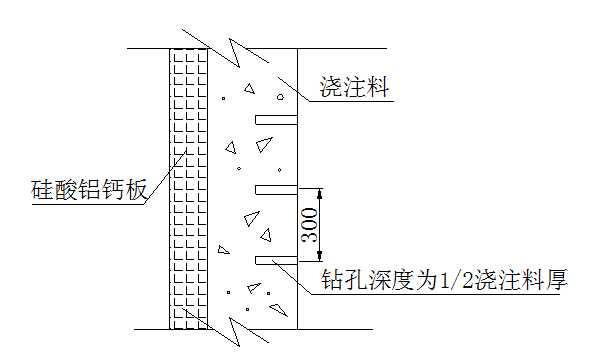
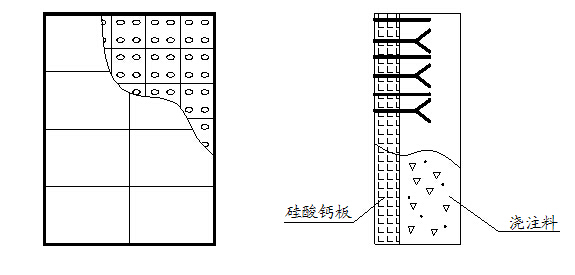
1.窑头罩墙体浇注料施工中应留出通风孔,以防止由于点火升温过程中浇注料受热太快,内部湿气无法及时排出,造成内外层受热升温不均,使浇注料开裂甚至脱落,具体打孔要求如下,用冲气钻打眼,间距300mm×300mm并用φ5mm木条嵌入深度为浇注料的一半。
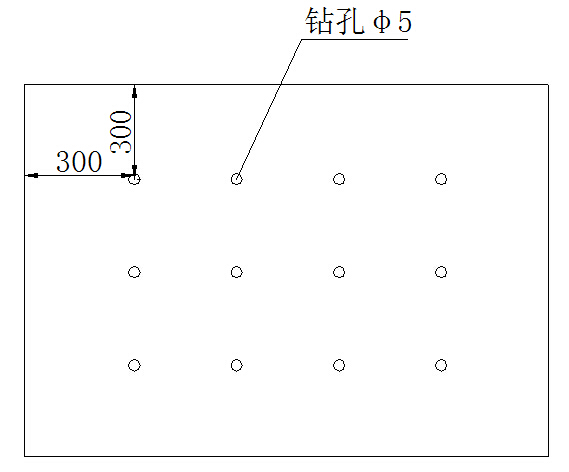
2.窑头罩浇注孔封闭以后,要保留8个通气孔并保证防水功能。
3.窑头罩斜顶耐火材料施工注意事项与预热器顶部施工注意事项相同。
施工图:
4. 模板的支设
1)、尺寸准备,符合设计要求。
2)、支撑牢固、模板组合安装便于施工,搭接缝严密,不胀模、不漏浆。
3)、对腐蚀性较强的浇注料,应在模板内涂刷隔离层。
4)、预留的膨胀缝用的木板等应牢固,避免受振捣时移位。
5)、模板在施工前应涂刷保护机油等,以便脱模。
(三)、篦式冷却机(篦冷机)施工方案:
1.若在篦冷机台阶上使用的浇注料为钢纤维增强型耐火浇注料,应将袋内的钢纤维均匀撒入搅拌机内进行搅拌。
2.篦冷机施工时支模时应严密支设,不要漏浆,因篦冷机摩擦性较大不能有大量骨料表露在外层。
3.篦冷机分层浇注比较多,所以在施工完一层后应按设计要求预留相应的膨胀缝,保证层与层之间的膨胀。施工时应注意在施工一层时应将一层全部施工完再进行别的工作,保证浇注料一次性浇注完毕。
4.篦冷机浇注料施工时,应按照上述第13条所说施工要求进行施工。
篦冷机、窑门罩浇注料在整个施工结束后,需用木材烘烤48小时。
(四)、喷煤管施工方案:
1.喷煤管专用浇注料一般都是全混包装的,只要把袋内的物料全部倒入搅拌机内,不要有剩留,也不要取出部分使用。
2.根据图纸设计要求,喷煤管应预留3~5mm的膨胀缝。支设喷煤管模板时,可以分段支设,保证预留的膨胀缝不会倾斜,失去其应有的作用。
3.喷煤管高温区锚固钉为0gr25ni20 。
4.喷煤管支设模板时,也应刷油,但油不宜过多,因喷煤管的模板比较特殊带有弧形,若刷油过多,将会从模板壁流下,在模板凹处形成集油。
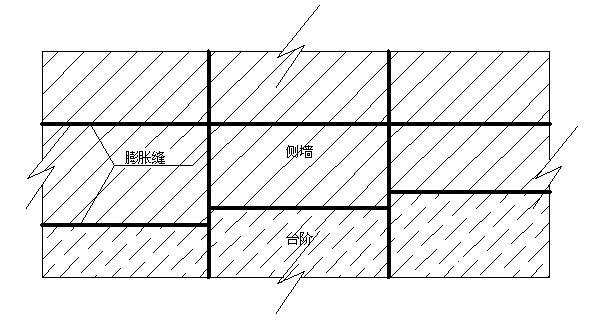
(五)、窑口施工方案:
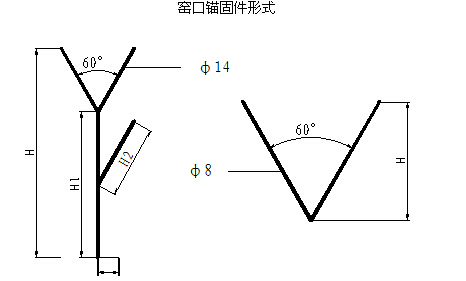
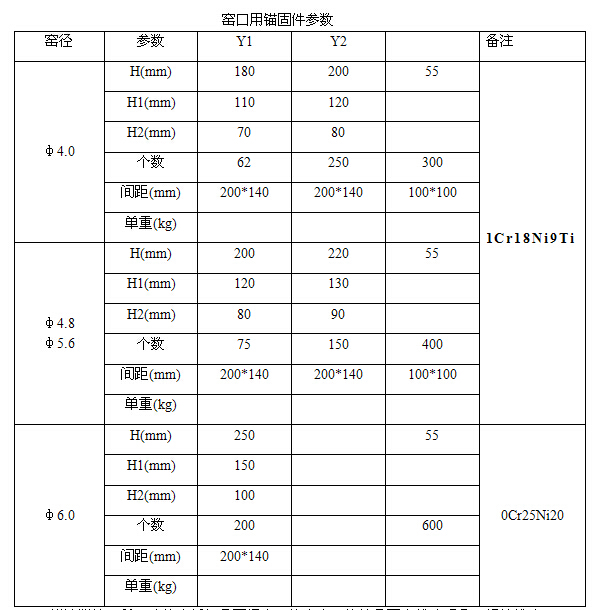
1.窑口与喷煤管高温区一样锚固钉为0gr25ni20 。
2.在窑口部位建议使用y型和v型锚固件,其中y型锚固件下部要做成l型,长度不小于25mm。y型锚固件间距布置在100mm~200mm,v型锚固件间距应为(100mm左右),锚固件在焊接时要求两侧满焊,焊接牢固。
3.浇注料施工前,应检查抓钉是否焊牢,检查窑口护铁是否有松动现象(螺栓松动、筒体变形)。
4.窑口浇注料锚固件安装需符合规范,另外转角处用8mmv型锚固件加焊,每块护铁焊2只锚固件。在锚固件表面应涂以油漆或塑料胶带包裹,以缓冲受热后的膨胀应力,与耐火砖接触的地方用油毡纸留设膨胀缝,以防耐火砖受潮和浇注料失水。
5.护口铁和筒体应安装紧密,不得出现松动现象;从七点位置开始支模,每模高度应小于600mm;每800mm留一道3-5mm膨胀缝(木质三合板),膨胀缝推荐预留在两个护口铁的交接处。纵向长度超过1米中间设一道膨胀缝(尺寸:420mm×120mm×5mm)。
- 循环流化床锅炉用到的耐火材料…
- 锅炉本体用刚玉耐磨浇注料,2.…
- 耐火浇注料和耐火可塑料哪个好…
- 窑炉保温用保温砖还是用保温浇…
- 回转窑应用及水泥窑用耐火材料…
- 窑炉内衬用耐火砖,还是用耐火…
- 65高铝耐火浇注料和65高铝砖性…
- 当荣盛耐材遇上chatgpt,这回答…
- 荣盛科技集团2023年品牌口号征…
- 耐火可塑料外加剂有哪些,开裂…
- 常见耐火材料原料、产品及窑炉…
- 怎么让耐火浇注料抗煤燃烧的气…
- 耐火浇注料有哪些优势,该怎么…
- 热烈欢迎新密市领导莅临荣盛科…
- 高铝耐火水泥特点及应用
- 闹元宵 | 换上新衣裳,来荣盛做…
- 喜讯!荣盛耐材被认定为「郑州…
- 特种耐火材料氮化硅结合碳化硅…
- 轻质保温浇注料的特点及性质介…
- 危废焚烧回转窑技术及内衬耐材…